Hot Metal
Three things worth your attention this week.
Power prices are making off-power time more expensive, not less. The 2025-26 conversation on industrial electricity keeps circling capacity charges and peak windows, and it's worth remembering what that does to a delay. A furnace sitting idle inside a peak-price block isn't just lost tonnes — it's lost tonnes at the worst kWh you'll buy all day. Shops on time-of-use tariffs that schedule heats around the furnace and ignore the meter are paying on both sides of the same hour.
The "digital throughput" pitches doing the rounds are really delay-accounting pitches. Strip the language off the Level-2 and scheduling-optimization decks and most of the promised gain is one thing: fewer minutes off-power. That's the honest test for any of them. Not the dashboard — whether power-on time as a share of tap-to-tap actually moves after install. If the vendor won't quote that number, they're selling you a screen.
JSW Steel USA's Mingo Junction mill rolled its first fully degassed slab on July 1 — a new twin-tank vacuum degasser and a rebuilt caster strand with dynamic soft reduction, roughly $165M and three years of work commissioned inside a working mill. The operator read is in the tank count: a degasser is one more stop between furnace and caster, and a single tank turns a tight sequence into furnace hold time. Twin tanks means somebody priced the wait, not just the metallurgy.
Your tap-to-tap has two numbers, and only one makes steel
Tap-to-tap is the number everyone quotes. It hides the only split that matters. Inside every tap-to-tap there is power-on time — the furnace converting electricity and chemical energy into liquid steel — and power-off time, when it's doing everything else: charging, tapping, gunning, waiting. Power-on makes steel. Power-off spends money and makes nothing. You can hold a respectable tap-to-tap and still bleed, if too much of it is the second number.
So price the hour honestly. An hour off-power costs you three things at once, and only one of them shows up where people look.
The first is the one everyone names: energy. Holding a bath hot through a delay, reheating after one, the radiant loss through an open roof during charge. It's not nothing — hold a bath through a long delay and you're feeding panel, roof and off-gas losses the whole time, a megawatt-hour or two, and then you pay the reheat on top of that. But price it at any tariff you'll actually be charged and it's still the smallest of the three. It's a line you can see, and a line you can shrug at.
The second is the one that actually hurts: lost throughput. If the furnace is your bottleneck — and on most EAF shops it is — every minute off-power is a minute the whole plant downstream doesn't get steel. That hour didn't cost you its kWh. It cost you the contribution margin on the tonnes you'd have made in it. On a tight order book, that's the difference between a delay being a rounding error and being the most expensive hour of the week. The caster doesn't care why the furnace was late.
The third is the one nobody invoices: the fixed cost that runs whether you make steel or not. Crews, overheads, capital — all of it amortizes across the tonnes you actually tap. Stretch the off-power time and you spread the same fixed cost over fewer heats. The per-tonne number creeps up, and the monthly report calls it cost inflation when it was really just dead time wearing a disguise.
Now the part specific to a DRI-fed shop. Continuous DRI feeding is supposed to be the cure for off-power time — no bucket charges breaking the arc, no roof swing mid-heat. And it is, for the share of the charge that's DRI. But it moves the delay rather than deleting it. The new driver becomes the feed system: a plugged day bin, a belt trip, a proportioning fault, and now the furnace is on-power but starved — arcing into a bath it can't feed at rate, which is its own kind of waste. The shops that win here treat DRI feed-system reliability as a production metric, not a maintenance afterthought. A feed trip is a delay even when the breaker stays closed.
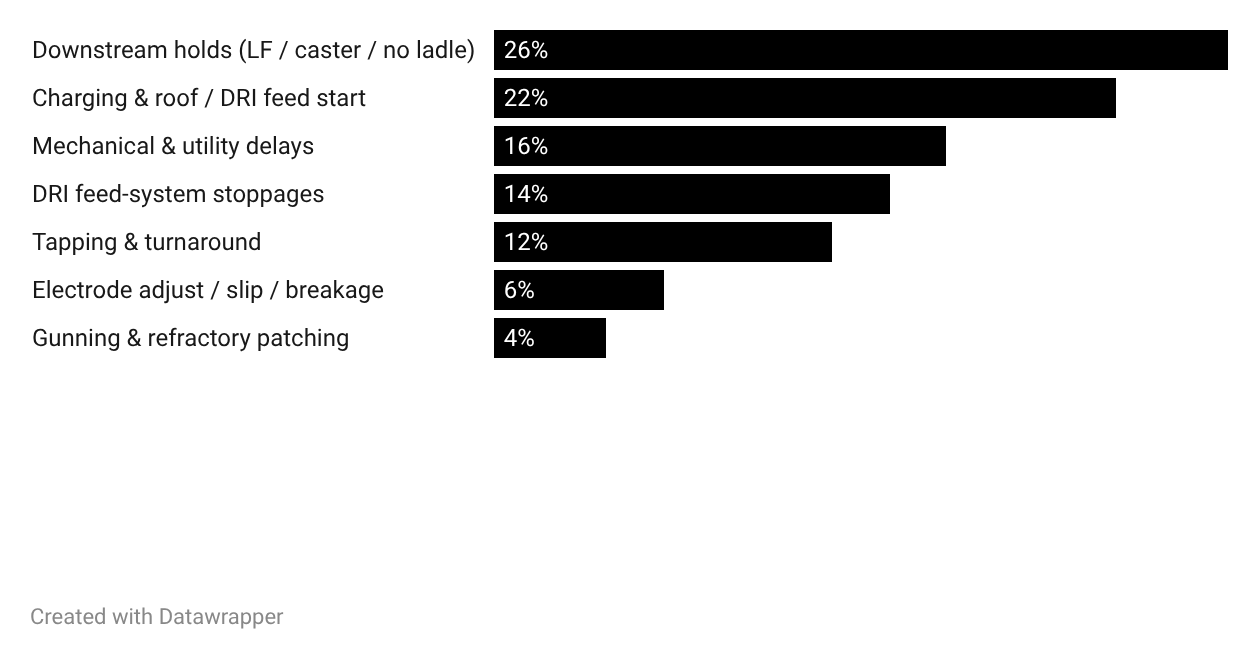
Here's the operational point under all of it. You can't manage a number you don't split. Track tap-to-tap and you watch one figure move and argue about why. Track power-on time as a share of tap-to-tap, and log the off-power minutes by reason, and you see exactly where the hour went — and find, almost every time, that two or three categories own most of it. The chart shows a representative split of where off-power time tends to pile up. Your shop's order will differ. The discipline is the same: rank your own dead time, then attack the top of your own list, not the textbook's.
The good news is that off-power time is the cheapest productivity you'll ever buy. New transformer capacity costs millions and a year. Cutting ten recurring minutes out of every heat costs a logbook, a daily look at the pareto, and a crew that stops treating "waiting on the ladle" as normal. The plants that get this don't run hotter or harder. They waste less of the clock.
Operator's Notebook — Build a dead-time pareto this week
You can't fix delay you don't name. Start logging off-power minutes by reason, every heat, every shift. Don't over-engineer it — a clipboard and an honest crew beats a system nobody fills in.
Log every off-power event by category:
Charging (bucket swing, roof open, DRI feed start)
Tapping and turnaround
Electrode adjustment, slipping, breakage
Refractory gunning and patching
Mechanical delays (hydraulics, water, fume system)
DRI feed-system stoppages (bins, belts, proportioning)
Downstream holds (LF not ready, caster not ready, no ladle)
Then, weekly:
Rank categories by total minutes, not by count. Ten quick electrode slips can matter less than two long downstream holds.
Attack the top two only. Spread attention across all seven and you fix none of them.
Track power-on time as a share of tap-to-tap as your single scoreboard number. If it climbs, you're winning — whatever tap-to-tap does week to week.
The honest question at handover: of the off-power minutes this shift, how many were ours to prevent? Charging is physics. Waiting on a ladle that should have been there is not. The gap between those two is your improvement budget.
Next week: the two numbers on every DRI cert that decide your heat before the first kWh — metallization and carbon, and why most shops read them as someone else's problem.
Written by active DRI-EAF operators. Anonymous by necessity, specific by design.